

Understanding Boiler Safety on Ships – Common Risks And Safety Features
A ship’s engine room is a complex arrangement of machinery and systems, which is used in carrying out various operations on board. One such important machinery, which has been assisting ships since the start of shipping, is the marine boiler.
Earlier, marine boilers were primarily installed on a ship for the propulsion plant, which used to run on steam (steam engine). Today, the steam generated by the boiler is utilized in various systems in the engine room, including heating of fuel for the main engine. Considering the importance of marine boilers and the risks involved with its operation on ships, there has been constant development in the industry to enhance boiler safety on board. Some even consider it one of the “deadliest” machinery systems on board.
Related Read: Video Tutorial- How Ship’s Boiler and Steam System Works?
Following are the most common risks associated with the marine boiler:
Boiler Explosion: Many cases of boiler explosion in the past have shown how dangerous marine boiler can be if not operated professionally. Accidents happen when the fuel system within the boiler is mishandled, or when the steam pressure inside the boiler drum is not regulated.
Boiler Fire/ Meltdown: The boiler fire is another type of accident which can destroy all the tubes inside the boiler and lead to an explosion or spreading of fire within the ship.
Related Read: Types of Exhaust Gas Boiler (EGB) Fires and Ways to Prevent Them
Scalding: Scalding is a type of burn caused by high-temperature steam. Steam burn is one of the most common accidents seafarers experience on board. It is said that 8 out of 10 seamen, who work with the steam system, have experienced scalding (major or minor) in their careers at least once.
Hot Surface: The boiler and the associated pipes, valves, and auxiliaries have a very hot surface as they carry steam to different parts of the ship. A direct skin contact with any of the exposed surface will lead to severe burn.
Other Risks: Other risks such as high pressurized parts, handling harmful chemicals, moving machinery etc. are also associated with operating marine boilers.
Related Read: 10 Boiler Operating Mistakes On Ships That Can Cost Big Time
Needless to say, safety is a critical aspect when operating a high or even a low-pressure boiler on a ship and therefore different marine boiler devices are provided.
Boiler safety can be divided into two main areas:
- Boiler Safety System and Instruments
- Marine Boiler Operational Safety
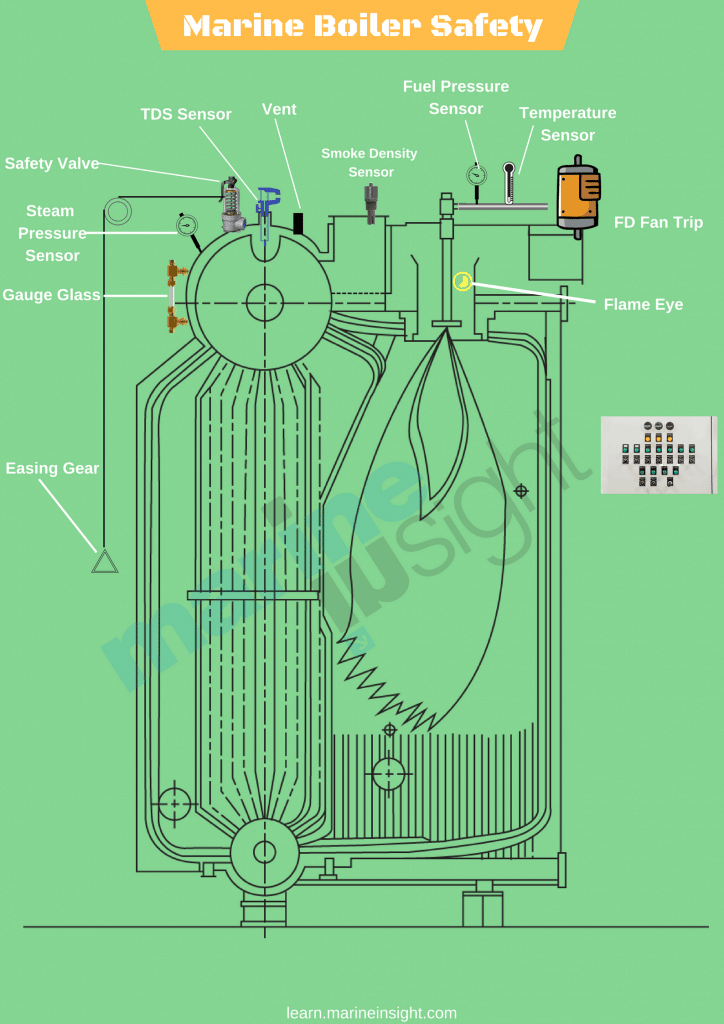
Boiler Safety System and Instruments: A modern marine boiler is fitted with several safety devices for the protection of the operator. For easy understanding, let us divide these instruments/devices as per the system they are fitted in –
Steam Safety System: The steam system in the boiler is a high pressure, high-temperature area. To safeguard the operator and the boiler itself, it is fitted with the following safety features:
- Pressure gauge: Multiple pressure gauges are fitted to ensure the operator has an idea of the current value of pressure inside the boiler. Usually, two pressure gauges are fitted on the boiler and one line is taken from the steam drum to the engine control room, to display the steam pressure remotely.
The pressure gauges are also incorporated with cut-in and cut-out automation systems, i.e. the input from the pressure gauges are used to operate the boiler burner. When the pressure reaches the set value, the boiler burner will stop firing and when the pressure drops to a lower set value, the burner will be switched ON to raise the boiler pressure.
- Safety Valve: Boiler safety valve is an extremely important safety equipment fitted on the steam drum of the boiler. As per SOLAS chapter II-1, every steam boiler and every un-fired steam generator shall be provided with not less than 2 safety valves of adequate capacity. However, with regards to the output or any other feature of a boiler or un-fired steam generator, the administration may permit only one safety valve to be fitted if adequate protection against overpressure is thereby satisfactorily provided.
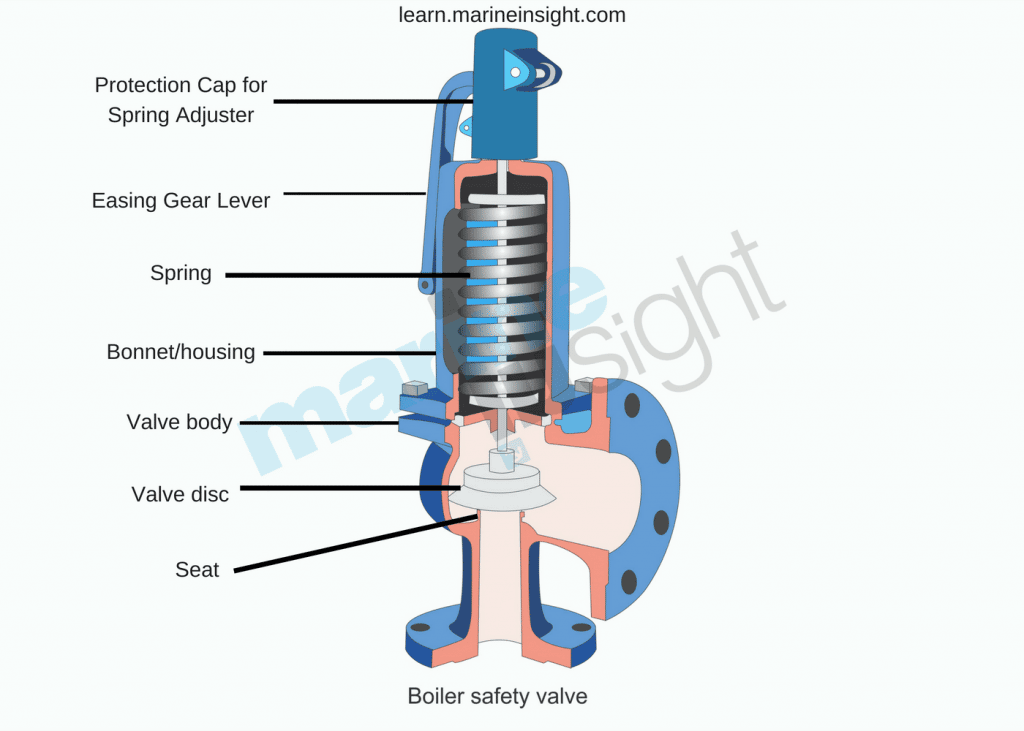
Usually, an improved high lift is one of the most popular types of safety valves used on a ship. They are set to lift at the blow-off pressure and shut when the pressure reduces to the safe limit. They are set to open at 3 % above working pressure. The lift of valve is one-twelfth of the valve diameter.
-
- Easing Gear: The easing gear is attached to the boiler safety valve. Every individual safety valve is provided with its own easing gear, which is a pulley and wire arrangement (connected to the lever of the safety valve) with an accessible handle at the lower operating boiler platform. It is used to lift the boiler safety valve in case of an emergency (without getting near to the safety valve) and to regularly test the operation of the safety valves.
-
- Steam Pressure Alarm and cutout: An audio-visual alarm is also provided for the steam pressure system to remind the operator about the steam pressure. Once the alarm activates and the pressure continues to rise (or decrease), the cut-out will get activated and it will shut off the fuel burner. The cutout functioning is different and independent of the automation which operates the burner. The low-pressure cutout has an option to override it, but the high-pressure cutout will stop the burner and should never be overridden in any case
- Boiler Vent: Vent on the boiler drum is required to ensure boiler does not implode once it is shut down. It is normally opened when the pressure gauge shows the reading below 0.5 bars.
Water Safety System: The water system is a high-temperature system and the level and quality of the water inside the water drum plays a crucial role in the safe operation of the boiler. Following are the equipment/system fitted on the water side of the marine boiler:
- Low / high water level alarm and cutout: The boiler water drum is fitted with a level sensor, which will continuously monitor the level of water inside the drum. A full drum will carry over the water or will have no space to generate steam, thus reducing the efficiency of the boiler; whereas low or no water level in the drum will lead to over-heating of tubes and can lead to fire or meltdown of the complete boiler.
The low/ high water level provides an early warning to the operator for taking appropriate action to manage the water level inside the boiler water drum.
- Too low water level alarm and shut down: The initial warning provided by the above arrangement (low/high water level alarm), may not be sufficient for the operator as there can be a major leak in the tubes, leading to a reduction in the water level. A secondary safety is therefore provided i.e. Too low water level alarm and shut down, which will stop the burner firing to control the overheating of the boiler internal parts.
Related Read: The Science Behind Marine Boiler Water Circulation on Ships
- Water level indicators: The boiler is fitted with multiple water level indicators to make it easy for the operator to see the water drum level and ensure operational safety of the boiler.
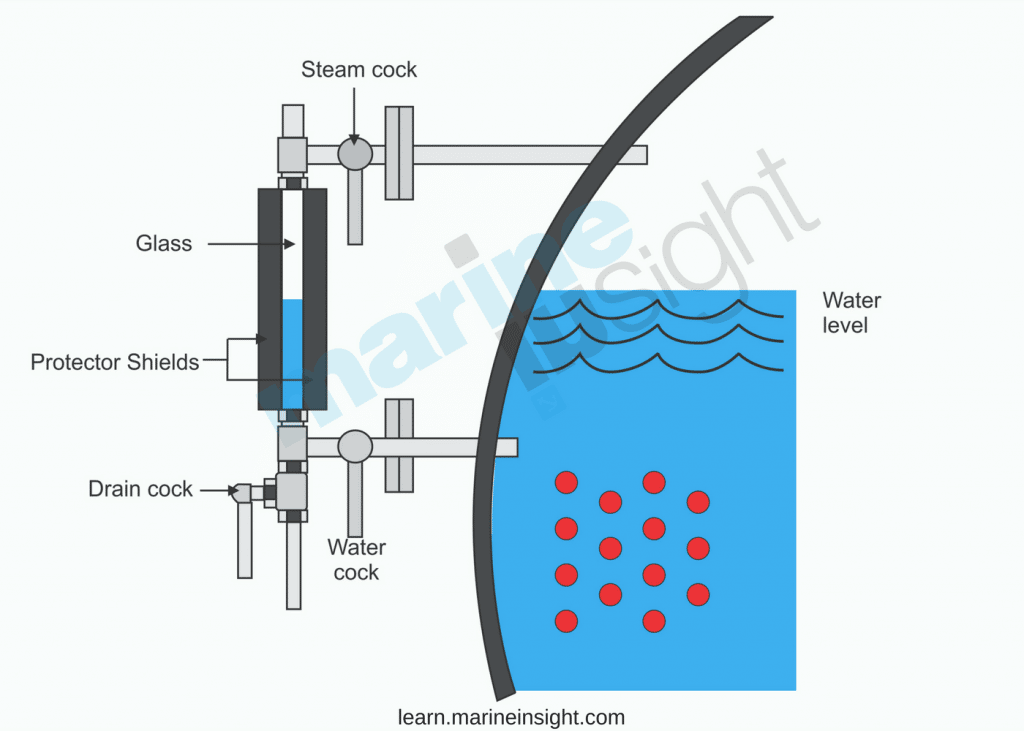
Local gauge glasses are provided in a duplex on the boiler drum to ensure at least one gauge glass is operational in case one stops showing the level. Remote water level indicators such as a differential pressure water level sensor, probe level sensor etc. are also provided to indicate the current level in the drum at a remote position such as the engine control room.
Related Read: Blow-Down Procedure for Marine Boilers
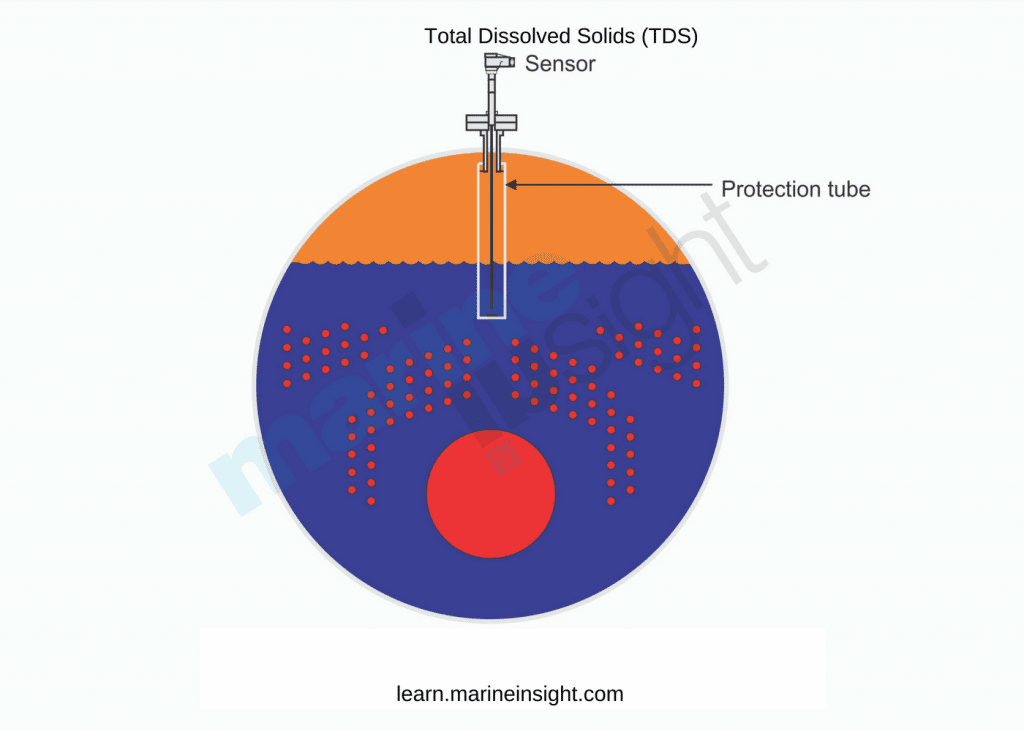
- Salinity Sensor: The boiler drum is fitted with a salinity sensor, which continuously monitors the dissolved solids content in the water. If the solid (e.g. salt) content exceeds the set value, it trips the boiler to ensure the tubes and boiler internals does not get affected due to the contamination. The operator should either blow down the boiler and feed fresh water to the drum to eliminate the cause which is resulting in high salinity (for e.g. leakage in the condenser)
Fuel Safety System: The boiler is provided with heavy or marine gas fuel oil for generating the heat in the furnace. To ensure the fuel system is operating efficiently, it is fitted with the following boiler safety features:
- Low fuel oil pressure alarm: The fuel to the burner is provided using a fuel oil pump. Two pumps are installed (one kept as standby) to ensure there is no operational hindrance in case of failure of one pump. If the fuel supply pressure is less than required, the atomization of fuel will not happen, leading to dripping of fuel inside the furnace. This can lead to blow-back of the burner and can seriously injure the operator. Once the low-pressure alarm is sounded, the operator must ensure to eliminate the cause behind it.
Related Read: What To Do During Marine Auxiliary Boiler’s Flame Failure or Fuel Pump Tripping?
-
- Low / high fuel oil temperature alarm: Modern marine boilers are meant to operate in different grades of fuel due to the port / ECA regulations for minimizing the air pollution from the ship. The oil temperature is an important factor as it controls the viscosity of the fuel which is directly related to atomization and efficient combustion inside the furnace. If the fuel temperature is not at its set value (which will vary for different grades), the alarm will sound. The operator must stop the alarm and the oil temperature should be brought to normal before restarting the boiler.
- Flame failure alarm: The burner unit which is a photocell (also known as the flame eye) is used to detect the flame inside the furnace. If the burner is abruptly stopped, or during starting the main burner is not producing flame, the photocell will detect the absence of the flame and sound an audio-visual alarm.
Related Read: Do’s and Don’ts for Efficient Boiler Operations On Ships
-
- Smoke Density alarm: With more stringent rules coming up for environmental protection, the boiler exhaust is fitted with a smoke density sensor which detects the post-combustion product, especially during starting of a boiler and at low loads. If the smoke density is higher than the required value, it will sound an alarm to which the operator needs to check the combustion of the boiler
- Force draught fan stop alarm: To have an efficient combustion, a proper mixture of air and fuel is needed. The air is provided to the burner assembly using a forced draught fan (FDF). If the fan is not operational due to any reason, it will generate an alarm.
Operational Safety: Automation, alarms, and warnings have made the life of seafarers on ships a lot easier than what it used to be in terms of boiler safety. However, professional engineers rarely depend on them and always rely on the best practice for efficiently running the machinery.
Following are a few important operational safety features for the marine boiler:
-
- Chemical testing and dosing: To ensure the water inside the boiler does not harm the boiler internal systems
- Efficient hot well/ cascade tank function: Maintaining the correct hot-well temperature will decrease the steam production time of the boiler compared to a low-temperature water supply by the cascade tank
Related Read: Practical Tips On Improving Boiler Efficiency
- Burner routine: A maintained burner will ensure proper atomization and no burner back-fire
- Boiler blowdown: Timely boiler blowdown will maintain the alkalinity of the boiler water and remove the floating impurities from it.
- Routine furnace inspection: Boiler furnace is responsible to contain the heat within the boiler and to reduce the surface heat loss. Maintaining the furnace refractory will lead to efficient boiler steam production
Related Read: Understanding Boiler Refractory And Its Types
- Lagging: Once the steam comes out of the boiler via main steam stop valve, it is supplied to several systems via pipes and distribution valves. A proper lagging on the pipes and valves will ensure the boiler need not run extra as the steam loss will be contained. Also, it ensures the safety of ship staff from surface burns.
- Maintenance: On-time maintenance such as testing of safety valve, cleaning of boiler tubes etc. will result in safe and efficient working of the marine boiler.
To ensure marine boiler safety, the operator and engine room professionals should have a mindset of; “Prevention is better than cure”.
Do you have info to share with us ? Suggest a correction
Latest Ship Safety Articles You Would Like:




About Author
An ardent sailor and a techie, Anish Wankhede has voyaged on a number of ships as a marine engineer officer. He loves multitasking, networking, and troubleshooting. He is the one behind the unique creativity and aesthetics at Marine Insight.




Subscribe To Our Newsletters
By subscribing, you agree to our Privacy Policy and may receive occasional deal communications; you can unsubscribe anytime.





Very nice, this material would hopefully help me for my upcoming MEO Class II written and oral examinations. I shall be thankful to you for your upcoming these types of study materials especially on marine large two stroke cross Head type engine, four stroke trunk piston type auxiliary engine, and others Marchineries associated with their safeties iteams.
@Jayanta: Do use the search box provided on top right corner to search required subject. We will definitely try to provide more information on the suggested topics.
Thank you for your support.
Thank you so much for perfect explanation.