

Extremely Important Points For Windlass Maintenance On Ships
These days, most of the windlasses found onboard ships are driven directly by electric motors or by pressurised hydraulic oil.
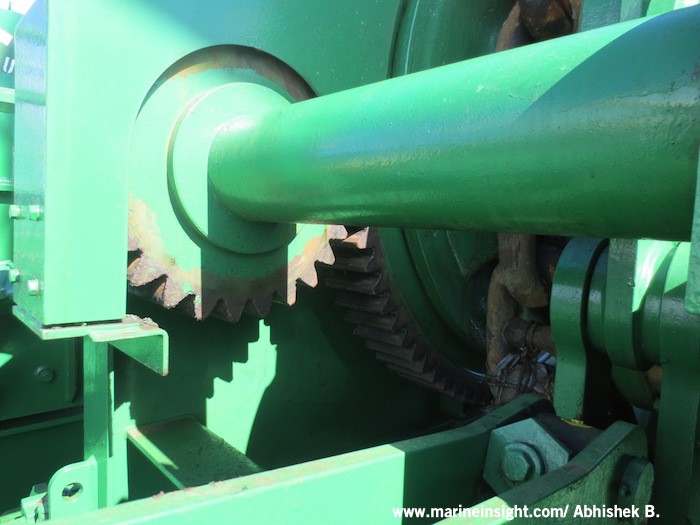
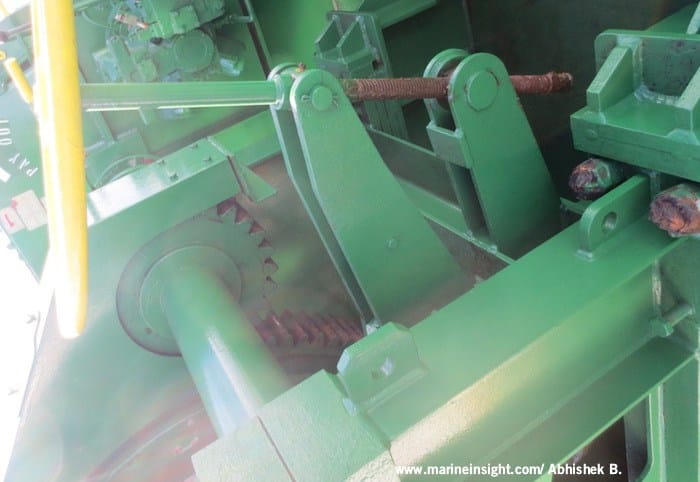
Windlasses cater to hoisting up varying loads with the help of gear and teeth arrangement. The major parts of a windlass are the main shaft, driving shaft, inspection cover, gear, gear frame, drums (one or more), warping head or couplings, brake band, brake liner assembly, chain wheel, gear wheel, pinion, clutch and high-speed, low-speed hydraulic valve blocks.
Regular inspection of external and moving parts of gear and shaft enables a ship’s officer to judge the wear and amount of use of this critical machinery.

While using windlass for hoisting, an early indication can be temperature rise on the exterior of hydraulic pipelines driving the main shaft.
This further needs to be investigated for the correct technical specification and properties of the oil used and load on the motors and working pressure of the driving hydraulic oil.
The bearing, pin and sliding parts of the assembly require a special grease recommended to be used on open gears to prevent them from weather damage.
Often the maintenance routines for the filters of the hydraulic pumps used for running windlasses are followed by the ship’s staff. The oil samples are also collected periodically for analysis.
The main shaft or gear shaft too may be checked for temperature rise to indicate a lack of or less lubrication than required.
The main shaft extends outside the gear frame and is equipped with drums, warping heads or cable lifter units.
The shaft consists of shaft and pinion, and shaft roller bearing, which is lubricated through the grease nipple.

The drums are usually provided with manual brakes, or they can be hydraulic operated brakes. Brakes are supplied with a foundation plate welded to the deck.
Often windlass shaft is coupled with a mooring winch, and it is essential to put the mooring winch brake ‘on’ and the clutch in a disengaged position for the winch before operating the windlass.
When the anchoring speed is high, the anchor runs away, and the brake lining might get damaged due to heat.
Thus dropping the anchor and repeating the drop and stoppage at every ½ shackle is advisable to prevent damages to the brake liner due to temperature rise.
In rough weather, it is necessary to loosen the anchor chain tension while heaving up using engines to avoid excessive load on the windlass.
In case excessive load is applied on the windlass while heaving, bring the operating lever to neutral position then pay out the cable a little bit, increase engine revolutions, and heave the chain again once the load reduces.
Speed change for windlass from high to low will cause significant speed change, and thus they are constructed with utmost safety features.
Real-Life Incident:
A Loaded Panamax sized tanker vessel was preparing to anchor at Chittagong anchorage outside the port limits.
While the Master decided to let go of the anchor, the mate stationed forward advised to pay out slowly using the engines.
The master acknowledged mate’s advice but being very experienced in such situations decided to let go of the anchor and ease up the excessive loads on windlass using engines.
While letting go, strong offshore wind and current made the vessel swing abruptly and fall astern, the engine kick ahead failed to ease up the momentum and the excessive load on cable.
Within a few seconds, the enormous weight on the cable gave it a jerk to slip while the brake was on and then the full length of the cable slipped out burning the brake liner due to heat and friction, breaking up the bitter end cover inside the chain locker and dislodging the foundation plate of windlass from the deck developing a huge crack.
Fortunately, none of the crew members forward was injured. Thus, assessing loads on windlass and cables while using them becomes a vital part of the maintenance procedure.
A weekly schedule for windlass should involve lubricating all the plain bearings through the grease nipples and the gear teeth.
Monthly or quarterly checks recommended for the condition of brake linings should be carried out depending on the frequency of use.
Monthly routines should include all the couplings, hydraulic valves, and piping to be checked for leaks, tightness and functioning.
Covering couplings with anti-corrosive tapes can prevent them from getting rusted. Finally, the hydraulic motor foundation is to be checked for tightness and any sign of wear at the base.
On a yearly basis the bearing clearances, gear wheel contact areas and hydraulic valves are to be adjusted for correct operating pressure.
The bolts and nuts should be checked for proper tightness. The gear contact should be at least 70% or more, failing which, the gear wheel gives abnormal noise.
Preventive actions can be greasing of gear teeth or the realignment of the windlass.
Adjustment of brake settings of the windlass
When the brake lining has worn away, it can be adjusted to render the necessary holding force. Often manufacturers recommend replacing it with a new one after a specific reduction in thickness of the brake lining.
However, when the liner thickness reduces within limits applicable, the brake setting can be adjusted with the regulating screw as a makeshift measure. Both the linings, upper and lower should be changed at the same time.
During liner replacement, it is very important to secure the chain and anchor with extra lashings if the ship’s staff is carrying out this job at sea.
The job should preferably be carried out in calm waters without uneven rolling or pitching. When the anchor and chain are secured by the stopper and extra lashings, the brake assembly can be checked.
For that, the brake has to be fully opened, and all the pins connecting to the brake has to move smoothly. Cleaning, greasing or hammering of pins may be required for this purpose.
The brake nut can be used to adjust the length of the brake spindle, which in turn corresponds to the liner thickness.
It is very important that while replacing the brake liner assembly of a windlass, the position of the brake screw-down lever and the position of brake bands corresponding to the brake position is marked.
After replacing the liner, misalignments are often observed while reassembling the whole unit.
The spherical roller bearings assembled to the main shaft are precision built, and care must be taken while removing them.
If any roller bearings fail, they should be completely replaced. Never strike a roller bearing with a steel hammer. A wood hammer or soft hammer should be used to strike it lightly.
Lastly, the foundation of the windlass should be examined after and before each anchoring operation.
Related Read:
Over to you..
Do you know any other important point that should be added for efficient windlass maintenance?
Let’s know in the comments below.
Do you have info to share with us ? Suggest a correction

About Author
Abhishek Bhanawat is a chief officer who has worked on various types of tankers. He specializes in Crude Oil and Product Tankers. He is highly passionate about his work and loves to sail.
Latest Marine Technology Articles You Would Like:


- 10 Harmful Effects Of Impure Air On Ship’s Machinery

- 10 Important Things to Check While Starting Fuel Oil Purifier on Ships
- 10 Noteworthy LNG-Powered Vessels
- 10 Points for Efficient Turbocharger Operation On Ships
- 10 Practical Tips to Handle Engine Room Pumps
- 10 Precautions to Take Before Operating Controllable Pitch Propeller (CPP) on Ships



Subscribe To Our Newsletters
By subscribing, you agree to our Privacy Policy and may receive occasional deal communications; you can unsubscribe anytime.
Niveaux bac
Responsable logistique société trans elbezzar
Chef de park société BB trans
Responsable logistique société world saad logistique
Permi B
Bonjour je suis amine elbezzar je cherche un emploi j’ai 27 ans habite a Casablanca maroc
Je cherche un emploi
Well written , please include names of parts such as stripper bar that goes missing sometimes until some inspector finds it. Refer “Anchoring Systems and procedures”.
can I know what is the difference between the brake drum and brake lining? Thank you.
The brake drum is where the brake is applied and its a solid part. Brake linings are the consumable surfaces in brake systems.
When to change a brake lining. What are the things to remember?
As per Manufacturer’s recommendations, the brake linings need to be renewed. Usually, it is replaced when liner width reduction is 50%. that means if your lining is 8 mm at initial then it must be replaced when it reaches to 5 mm residual thickness.
hello, what is the purpose of the bolt with small clearance at the back of the brake lining housing?
What are the electrical safeties of winch motor? Thanks
Highlight the greasing points? There are lots of them and easy to miss!