

A Guide to Welding Electrodes on Ships – Part 1
A Guide to Welding Electrodes on Ships – Electrode Selection and Current Setting
A ship’s engine room has machines, structural members, pipes etc. composed of different kind of metals and alloys. A second engineer should be able to guide the ship’s welder in identifying the metal of the machine or structural member that is to be repaired and suggest suitable electrode for welding the same.
Electrodes have identification numbers like E6013 and sometimes color coding which are difficult to understand. Normally branded electrode from well known companies can be identified as there is a product guide on board. However often we discover electrodes packets in the store in unknown language and only the number is comprehendible.
This article endeavors to help the marine engineers to recognize commonly used electrodes in engine room for Manual Metal Arc Welding.
Commonly Used Welding Electrodes in Ship’s Engine Room

Every engine room has a collection of welding electrodes in the engine store. Generally there are general purpose electrodes in bulk and few kilograms of special electrodes like Low Hydrogen electrodes and Cast Iron electrodes etc. Recognizing a few electrodes and their applications can make life easier for the second engineer. The commonly use electrodes in engine room are as follows:
E6011: All position welding electrode that can be used with both AC and DC. It is useful for pipe welding. It produces a deep penetration weld and can weld over rust, dirt and paint also. It is also suitable for x-ray quality welding. It is a general purpose electrode for ship building. As it has fast freezing or rapid freezing of weld metal, it is also suitable for vertical and overhead welding.
Important Characteristics : Pipe welding, vertical and overhead, rust and paint tolerant, deep penetration.
E6013: It is a general purpose electrode which can be used with both AC and DC currents and produces a medium penetrating weld with a superior weld bead appearance. It is suitable for welding medium gauge steel and sheet metal jobs. It is also especially useful where there is poor fitting and wide gaps exist in the job piece.
Important Characteristics : General purpose, poor fitting, medium penetration.
E7014: It is a general purpose electrode and is used where a higher efficiency than E6013 is required. It can be used with both AC and DC current. It has light to medium penetration. It is designed to give high deposit rates and is suitable for higher speeds.
Important Characteristics : High deposition, high speed, general purpose, light to medium penetration.
E7018: it is a low hydrogen electrode which can be used both with AC and DC. The flux coating of this electrode has low hydrogen content which reduces the amount of hydrogen going into the weld. The electrode is capable of producing x ray quality welds in hands of a good welder. It had a medium penetration. It is used for welding carbon steels, low alloy steels and free machining steels. Its other uses are cold rolled steels as in heavy machines, fired and unfired pressure vessels like air bottles and boiler tubes, cast steel and any application in ship building that needs to be subjected to x ray welding. It is used where high strength welding requirements exist.
Important Characteristics : High strength, low hydrogen, medium penetration.
Use of Low Hydrogen Electrodes
Low hydrogen electrodes are those that have a low concentration of hydrogen in the flux coating. This ensures that hydrogen does not

Hydrogen is a concern because it results in heat affected zone cracking. Hydrogen in combination with high residual stresses and crack sensitive steel may result in cracks after the welding. As high strength steels and restrained parts are more susceptible to hydrogen cracking they must be welded by low hydrogen electrodes.
Selection of Correct Size of Electrode
On board ships we generally use electrodes of 2.5 mm and 3.2 mm and sometimes 4 mm. However commonly available electrode sizes are 2.0 mm, 2.5 mm, 3.2 mm, 4.0 mm and 5.0 mm. For special applications we have different size electrodes also. Some manufacturers use slightly different sizes like 3.15 mm for 3.2mm and 2.4 mm for 2.5 mm etc.
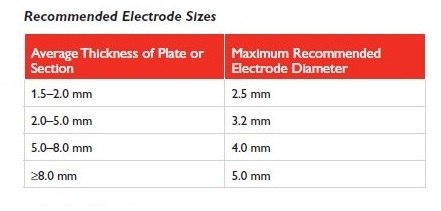
Generally the size of the electrode that should be used depends on the thickness of the part to be welded. For thin metals the electrode is only slightly larger than the metal to be welded. For example if a plate is of 2.0 mm thick the electrode of 2.5 mm should be used.
The table below shows the recommended electrode sizes for various thickness of the job piece.
Current Setting
Current setting also depends upon the size of the electrode and the metal/alloy being welded. Normally the manufacturers specify the current range that must be maintained. In over head welding the current setting is slightly less than that for flat welding.
In arc welding correct current selection is very important. If the current is set too low than there is difficulty in starting the arc and the arc will not be stable. In addition there is a tendency for the electrode to stick to the work piece and the penetration is poor.
If the current is set too high then the electrode may overheat, there is excessive splatter and undercutting and burning of the material may take place.
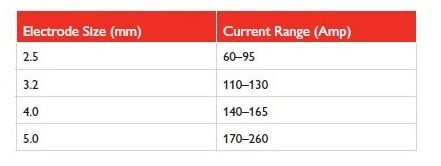
Optimum current is between the current ranges specified for the electrode by the manufacturer. The optimum current is one in which there is no overheating of the electrode, no burning of the work and no undercutting of the job piece.
The table below gives the recommended for E6013 electrodes based on the sizes. The range may differ from manufacturer to manufacturer and for different specification of electrode and is for general guidance.
In next article we discuss about the classification and nomenclature of welding electrodes.
Reference:
- Bohler Welding Guide: 2008
- https://www.mig-welding.co.uk/electrode-classification.htm
- https://www.mig-welding.co.uk/wiki/Electrode_Reference_Chart
- https://www.metalwebnews.com/howto/weldrod.html
- UNITOR HANDBOOK FOR MARITIME WELDERS
- https://www.esabna.com/euweb/oxy_handbook/589oxy24_4.htm
- BOC: FUNDAMENTALS OF MANUAL METAL ARC WELDING
Do you have info to share with us ? Suggest a correction
Latest Shipboard Guidelines Articles You Would Like:







About Author
Chief Engineer Mohit Sanguri is a Marine Chief Engineer (Class I Unlimited Power). He has 12+ years of experience as a Marine Engineer.






Subscribe To Our Newsletters
By subscribing, you agree to our Privacy Policy and may receive occasional deal communications; you can unsubscribe anytime.
Hi , This was a very useful article , thanks a lot for sharing.
Aloha and this is a good rule of thumb for welding rods. The one key element you forgot is storage of all welding rods. Always buy small packages of welding rods and trore them properly marked with rod number and what they are for. Next store rods in a heater box and never let them sit or store in open air after opened. Ship operate on water and welding rods don’t like moisture and high humidity. If the rod flux gets water on the or lay around in the open air for any length of time throw them away. Number one, read the package and follow the instructions. Engineers who have taken welding classes will or should know the rules. The Chief.
please sir i am a fresh marine engineering student in nigeria need some material to help and also afvice and recommendation for further studies in this field thsnls
Great article information