

A Guide to Welding Electrodes on Ships – Part 2
A Guide to Welding Electrodes on Ships – Electrode Nomenclature and Classification
In A Guide to Welding Electrodes on Ships- Part 1, we discussed commonly used welding electrodes in the engine room, use of low hydrogen electrodes, electrode selection based on size of the work piece and current setting. In this article we shall discuss the nomenclature and classification of the electrodes based on popular ISO 2560 and AWS standards.
Standardization of Welding Electrodes
The standardization of welding electrodes is essential as they are as important as the parent metals and alloys in manufacturing and repair. A correctly chosen electrode, which is matched perfectly to the parent metal, assures the effectiveness and strength of the welding.
The welding electrodes are classified on the basis of the electrode metal, flux coating, current used, position of welding, performance characteristics, chemistry and the mechanical properties of the weld metal etc.
There are various standards of nomenclature and classification of welding electrodes such as American Welding Society (AWS), Bureau of Indian Standards (BIS), British Standards Institution (BSI), Deutsches Institut für Normung (DIN) and ISO 2560 etc.

We will discuss the two popular standards; ISO 2560 and AWS in this article.
AWS Classification
AWS stands for American Welding Society and this classification is widely used in the merchant marine. In this, standard electrodes for different applications are numbered such as E6010, E6011, E6013, and E7018 etc. For example let us consider the welding electrode E6013 which is a commonly used electrode on board.
E XXXX: The first character “E” in E6013 stands for flux covered electrode as used in Metal Manual Arc Welding.
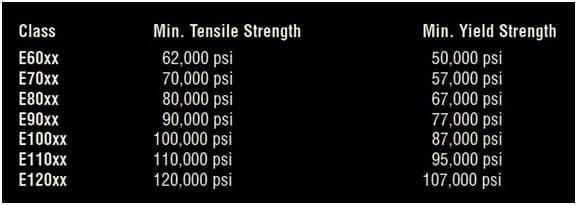
E60XX: The next two characters indicate the minimum tensile strength. The “60” in E6013 indicates that the weld metal will have a minimum tensile strength of 62000 psi. Please refer to the chart below for the other key numbers and the associated tensile strength.
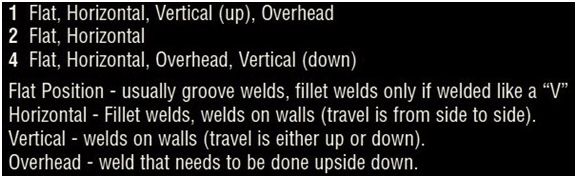
EXX1X: The fourth character indicates the different positions in which welding can be done using this electrode. In this case “1” in E6013 means that the welding can be done in flat, overhead, horizontal and vertical (upwards). Please refer the table below for other key numbers and the associated welding positions.
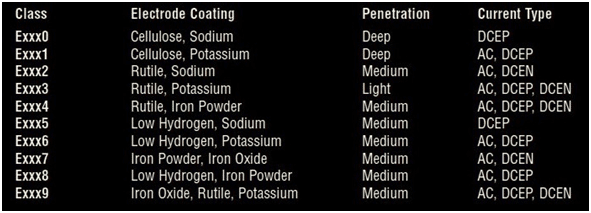
EXXX3: This fifth character indicates the type of flux coating used, penetration of the electrode and the type of current suitable for the electrode. In this case the “3” in E6013 tells that it has a rutile potassium based flux coating. The penetration of the electrode is light and it can be used with AC and DC currents. Please refer the table below for other key numbers and their properties.
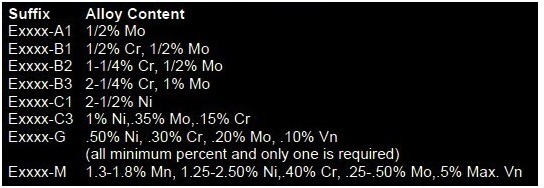
EXXXX-X This extra character is sometimes used for additional requirements. For example in the electrode E7018-A1, the suffix “A1” in the last refers to added chemical composition of 0.5 % Mo. Please refer the table below for other suffixes. These suffixes generally differ from manufacturer to manufacturer and even though the electrodes may be belonging to the same standard they may still be slightly different as each manufacturer likes to add a personal touch.
Thus the number E6013 written on an electrode indicates that it is a rutile potassium based flux coated mild steel electrode with 62,000 psi minimum tensile strength having light penetration which can be used in all positions of welding except vertically down. This information is helpful for the marine engineer preparing for a repair / fabrication and wondering which electrode to use.
ISO Standard
ISO 2560: 2009 is the standard under ISO for the classification of welding electrodes for Manual Metal Arc Welding. It is an international standard and all other regional and domestic standards are based on it. It is more comprehensive and gives a lot more information than the AWS classification however it is not so easy to remember and recall as the American Welding Society classification.
For example under ISO 2560 a welding electrode is classified as E55 3 MnMo B T 42 H10. We shall discuss the key numbers one by one.
E55 3 MnMo B T 42 H10: The character”E” here refers to a flux covered electrode for Manual Metal Arc Welding.
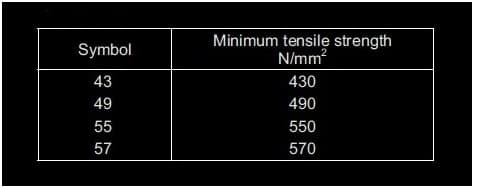
E55 3 MnMo B T 42 H10: The number 55 here indicates that the weld metal will have a minimum tensile strength of 550 N/mm2. . Please refer the table below for the other key numbers and the associated tensile strength.
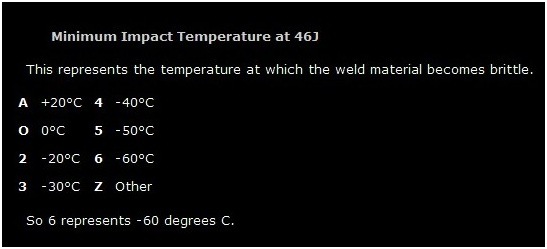
E55 3 MnMo B T 42 H10: The key number “3” here indicates the lowest temperature at and below which the weld will become brittle. The weld must be able to absorb 46J of energy without breaking to be considered non brittle. Thus “3” here means that at or below -30 deg C the weld will become brittle.
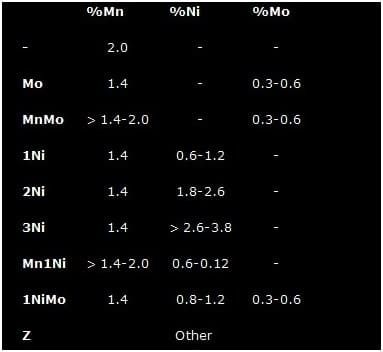
E55 3 MnMo B T 42 H10: This is an additional field and sometimes used. The characters “MnMo” here refers to the alloying metal present in the weld deposit. In this particular case the key character indicates that the weld deposit will have Manganese concentration between 1.4 to 2.0 % and Molybdenum concentration between 0.3 to 0.6 %. Please refer the table below for further details.
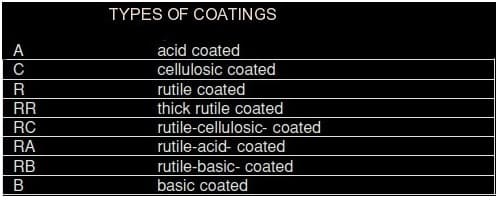
E55 3 MnMo B T 42 H10: The key character “B” here refers to the type of flux coating. In this case it is basic coating containing Calcium Carbonate. Please refer the table below for the other type of flux coatings.
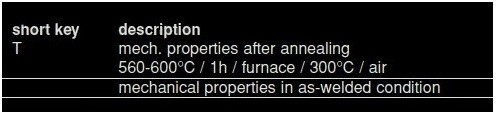
E55 3 MnMo B T 42 H10: The character “T” here is an extra designation to advice about the heat treatment of the weld. Here it indicates that the weld must be annealed to between 560 to 600 deg C for one hour then cooled in furnace to 300 deg C and thereafter cooled in air. Please refer the example below.
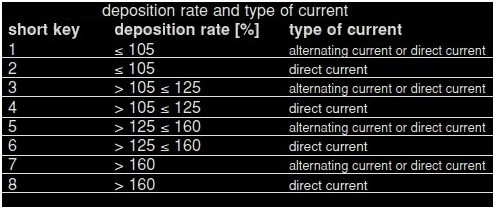
E55 3 MnMo B T 42 H10: The key character “4” here refers to current and the deposit rate. In this case it can be used for DC only and has a deposit rate of 105 to 125 %. As it is more than the amount of metal present in the welding electrode it means that the flux coating has some iron powder. Please refer the table below for details.
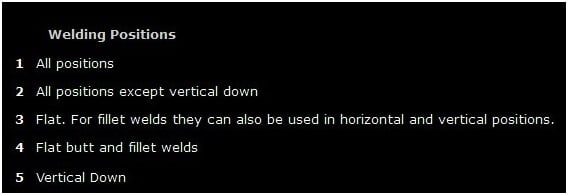
E55 3 MnMo B T 42 H10: The key character “2” here refers to the welding positions the electrode can be used in. Here it means all positions except vertically down. Please refer the table below for details.
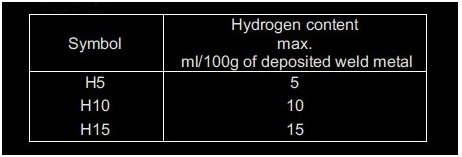
E55 3 MnMo B T 42 H10: The symbol “H10” here refers to the hydrogen content in the deposited weld metal. In this case it is 10ml/100g. Please refer the table below for other symbols.
Thus the meaning of the marking E55 3 MnMo B T 42 H10 on a welding electrode is that it is a basic flux coated welding electrode having a minimum tensile strength of 550N/mm2 which will become brittle at -30 deg C. It has an alloying Manganese concentration between 1.4 to 2.0 % and Molybdenum concentration between 0.3 to 0.6 %. It can be used with DC current and has a deposit rate between 105 to 125 %. It can be used in all positions except vertically down. The deposited weld metal will have a hydrogen concentration of 10 ml/100g. Thus the ISO 2560 standard is more detailed and comprehensive than AWS but very difficult to remember unless proper specification tables are provided.
References
- aws
- Bohler Welding Guide: 2008
- mig-welding
- UNITOR HANDBOOK FOR MARITIME WELDERS
- esabna
- BOC: FUNDAMENTALS OF MANUAL METAL ARC WELDING
Do you have info to share with us ? Suggest a correction

About Author
Chief Engineer Mohit Sanguri is a Marine Chief Engineer (Class I Unlimited Power). He has 12+ years of experience as a Marine Engineer.

Subscribe To Our Newsletters
By subscribing, you agree to our Privacy Policy and may receive occasional deal communications; you can unsubscribe anytime.
Thanks very much for offering excellent information here… I like your website. Thanks very much and keep publishing….. I’m looking forward to your new material.
seaching for job
Good explanation.. thank you so much