

Reasons for Cylinder Liner Wear and Ways to Measure it
All types of ship machines and parts get worn out due to continuous usage and working. Proper maintenance and routine checks are necessary to ensure that the machines work for a longer time. In this article, we will have a look at various reasons that lead to cylinder liner wear and how it can be minimised.
Reasons for Cylinder Liner Wear
The wear in the cylinder liner is mainly because of following reasons:-
1) Due to friction.
2) Due to corrosion.
3) Abrasion
4) Scuffing or Adhesion
Frictional Wear:
Whenever two surfaces slide over each other, friction is produced which leads to wearing down of both the surfaces. In liner wear, the surfaces are piston rings sliding over the cylinder liner. The frictional wear depends upon various factors like speed of movement between the surfaces, material involved, temperature, the load on engine, pressure, maintenance, lubrication, and combustion efficiency.
Corrosion:
The cylinder liner wear due to corrosion is caused due to these reasons:
– Burning of heavy fuel oil in the combustion space:
This happens because heavy fuel oil contains high sulfur content. During combustion, acids are formed inside the space which should be neutralised by cylinder oil which is alkaline in nature. The production of acids will be more if sulfur content is more, leading to the formation of sulphuric acid. Sulphuric acid is formed due to absorption of the condensate or moisture present inside the combustion space.
– Lower combustion chamber temperature because of reduced service load:
As the low load operation of the marine engine is gaining popularity, it also leads to low temperature in the combustion chamber. If the cylinder oil quantity is not matched properly with the load, it may lead to corrosion of liner.
Sulphuric acid corrosion is found more in the lower part of the liner as the temperature of jacket water is very low. Corrosion due to sulfur will be high due to the presence of water in fuel and condensate in the air. This wear is generally seen between the quills. The wear near the quills enlarges and gives a characteristic of the clover leaf shape to the wear pattern. This phenomenon is called clover leafing.

Abrasion
This type of cylinder liner wear is due to the hard particles present and formed during combustion. Catalytic fines in the fuel, the ash formed during the combustion, metal swarf, dust and accumulated wear particles in the lube oil cause abrasive wear.
The abrasion wear rate is higher at TDC and BDC of the liner. Once the abrasive wear hits the surface, due to exposure of metal without protection, it is highly susceptible to corrosion wear too.
Adhesion or Scuffing
This is a form of local welding between the particles of piston rings and the liner surface. As the piston is moving inside the liner, the welding which has occurred breaks and leads to the formation of abrasive material. The abrasive material will increase the rate of wear of the liner. This is generally caused by insufficient lubrication due to which a large amount of heat is produced and microscopic welding of rings and liner surface takes place. Due to this type of wear the liner loses its properties to adhere cylinder oil to the surface. One more reason or this phenomenon is polishing of the surface caused by scuffing, giving liners a mirror finish.
How Can Cylinder Liner Wear be Minimised?
Cylinder wear can be minimised by carrying out the following steps:
1) By avoiding any ingress of water inside the liner by properly treating the fuel oil.
2) By maintaining the correct grade of cylinder oil.
3) By supplying correct feed rate with load change dependent lubrication system
4) By avoiding ingress of moisture from the charge air.
5) By maintaining proper jacket water temperature.
6) By supplying good quality purified fuel oil inside the combustion chamber
7) By properly maintaining the fuel injector and fuel system for correct atomization and injection of fuel inside the chamber
8) By doing regular scavenge port inspection for early detection of piston ring wear and liner surface wear
9) By doing proper running in of new liner as prescribed by the engine maker
10) By honing the wear liner surface to retain oil in the small pocket avoiding scuffing and other problems
How to Measure Cylinder Liner Bore Wear?
Cylinder liner ovality has to be gauged at regular intervals as specified in the maintenance manual. The records of gauging are kept for each cylinder and wear rate is calculated.
Procedure:
1. After engine is shut down and cooled, open the cylinder head and remove the piston
2. Cover the stuffing box hole to avoid debris falling inside crankcase
3. Remove the liner ring and clean the carbon deposits from top surface of the liner
4. Insert a ladder and carefully inspect the liner surface before gauging
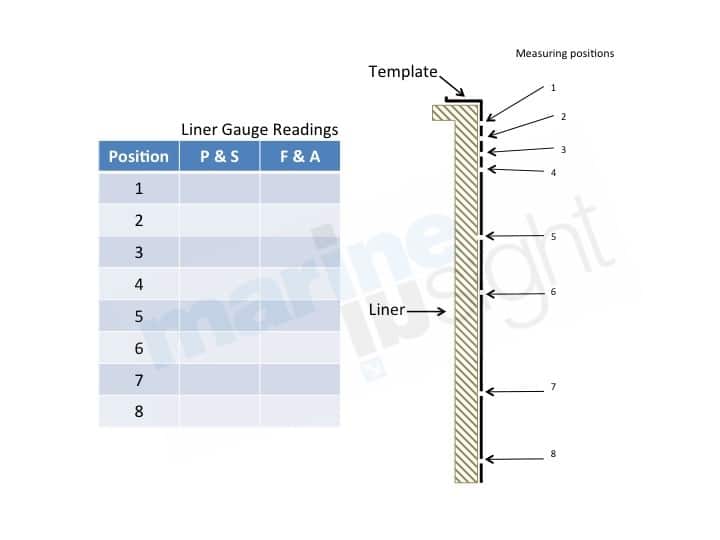
5. The cylinder liner wear is measured by a standard template, which consists of strategically positioned holes, wherein the micrometer is placed and the readings are taken
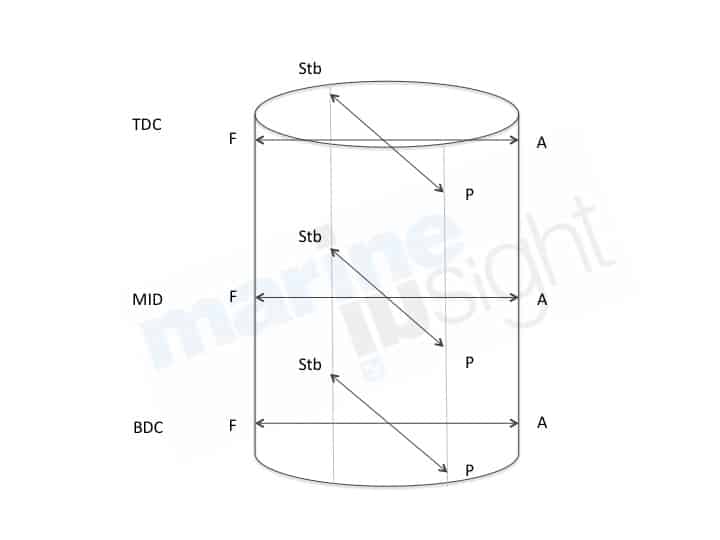
6. The readings are taken for both port starboard and forward aft positions. This is done because the wear is not same in both direction and the cylinder liner ovality is checked.
A liner diameter measuring instrument ( a type of micrometer) along with a standard template rod is used to measure liner dimensions. Generally while taking the measurement the temperature of the liner and micrometer should be kept at the same temperature.
If the temperature exceeds than that of the liner or vice versa then the readings have to be corrected by multiplying the value with the correction factor and deducting the value obtained from the reading taken. The reading obtained at the end will be the correct reading.
The wear rate will be different inside the liner. The wear will be more in the top one-third part as combustion takes place there and temperatures and pressure are also very high at the top.
How to Calculate Cylinder Liner Wear Rate and Ovality?
For calculating the cylinder liner wear rate, the current reading is compared with the last taken reading. Suppose, for a liner of 800 mm bore, the position 1 latest reading (for P-S) comes out to be 841.81. The last recorded reading for position 1 (P-S) is 841.45. Hence the wear for this position in P-S direction is 0.36.
Now the position 1 latest reading (for F-A) comes out to be 841.78. The last recorded reading for position 1 (F-A) is 841.45. Hence the wear for this position in F-A direction is 0.33.
To calculate the ovality, the F-A wear rate is deducted from P-S wear rate, which will be 0.03.
Similarly, cylinder liner wear rate and cylinder liner ovality for all positions are calculated in a similar manner.
An approximate normal cylinder liner wear rate is about 0.1 mm per 1000 running hours. The wear rate increases if the engine is overloaded. Generally, the liner has to be replaced when the cylinder liner wear rate is about 0.6-0.8% of the bore diameter or as per the manufacturer’s recommendation.
Disclaimer: The authors’ views expressed in this article do not necessarily reflect the views of Marine Insight. Data and charts, if used, in the article have been sourced from available information and have not been authenticated by any statutory authority. The author and Marine Insight do not claim it to be accurate nor accept any responsibility for the same. The views constitute only the opinions and do not constitute any guidelines or recommendation on any course of action to be followed by the reader.
The article or images cannot be reproduced, copied, shared or used in any form without the permission of the author and Marine Insight.
Do you have info to share with us ? Suggest a correction
Latest Shipboard Guidelines Articles You Would Like:












Subscribe To Our Newsletters
By subscribing, you agree to our Privacy Policy and may receive occasional deal communications; you can unsubscribe anytime.
Sir can you explain what is cold corrosion and how this happens.
thanks
Sir pls Y is the wear profile not uniform in the linear
The Wear Profile rate depends on lot of factors:
– Fuel quality
– Cylinder lubrication property
– Power in the cylinder
– Load in the Engine etc.
Since all the above factors leads to uneven wear in the liner.
Cold corrosion is due to sulphuric acid which appears due to sulphur contained in fuel oil. When the temperature is too low (for example because the liner is too cold), sulphuric acid condenses and this leads to cold corrosion. In order to limit the cold corrosion, lubricating oïl contains basic additives, these additives must be present in the oïl in the right quantity ; if the oïl is too much basic, this will produces deposits on the top of the piston and will wear the liner (scuffing) ; if the oïl is not enough basic, the cold corrosion will be present. In fact, a little cold corrosion is good for the liner, as it prevents the liner to be polished (when the liner is polished, the oïl cannot remain on the liner surface – the rings operate as a screen wiper – and you have a exagerated wear of the liner).
liner wear profile varies because of the movement of piston varies.too much wear in the top and near the scavenge ports. there is a chart in marien diesal book 1
cold corrosion not because sulphuric condense below around 40 c water condense so the sulphur dioxide mix with this water on liner and make sulphuric.this is corrosive
Sir, could u tell me what the wear rate is based on plz? Is it based on API 618?
one important factor is rating of the engine
at which side rate is maximum? port strboard or fwd aft? why?
What to dou if you notice scuffing marks?
Honing to b done if scuffing marks are noticed.
Sir how come fuel quality,power in the cylinder,and load in engine are responsible for non uniform wear??Can u elaborate them??
Would you teach me the follwoing meanining or definition:
one-part cylinder liner ; two-part cylinder liner ; top-land-ring design ; flame-ring design
How to calibrate the readings, if the Engine room temp is different when taken last time. Lets take previous reading is at 45degree now I am taking at 25degree ER temp.
I really liked the question about the calibration of readings. In fact at 25 degree Celsius the liner is more contracted. For this case, estimation should be done using algorithms as far the metal used for the cylinder liner manufacturing and other line metal characteristics and coefficients are concerned. They will help to develop a matrix to guide the measuring process. Its just an idea! what do you think all?